- HOME
- 実装基板ができるまで 設計・調達・製造をつなぐ基板製造入門
設計 設計・製造受託
実装基板ができるまで
設計・調達・製造をつなぐ基板製造入門
実装基板は、設計データをそのまま工場に渡せば完成する――
そんな単純なものではありません。
部品の集め方、実装条件、手作業工程、検査の考え方。それぞれの工程が前後につながりながら、最終的な品質と信頼性を形づくっています。
一方で、設計や資材の業務をこれから担当される方にとっては、「基板製造の全体像」を知る機会は多くありません。
なぜ部品指定で細かく指摘されるのか。なぜ“実装しにくい設計”と言われるのか。なぜ製造委託先によって品質や対応に差が出るのか。
これらの疑問は、基板が実際にどのような工程を経て作られているかを知ることで、はじめて腹落ちします。
本記事では、設計・資材・品質部門で、これから基板製造に関わる方に向けて、実装基板が完成するまでの流れを、工程順に解説します。
また、管理職・リーダーの方にとっても、「これから基板製造に関わるメンバーに、まず理解してほしい」社内教育の入口として活用いただける内容を目指した記事にしています。
目次
なお、東京エレクトロンデバイス長崎では、豊富な経験に基づく組込み技術をベースに、「企画から開発・設計、試作評価、部材調達、量産まで」を一貫して支援しています。設計初期から量産立上げまで、必要なフェーズから柔軟に関わることが可能です。

第1章|実装基板ができるまで(全体像)
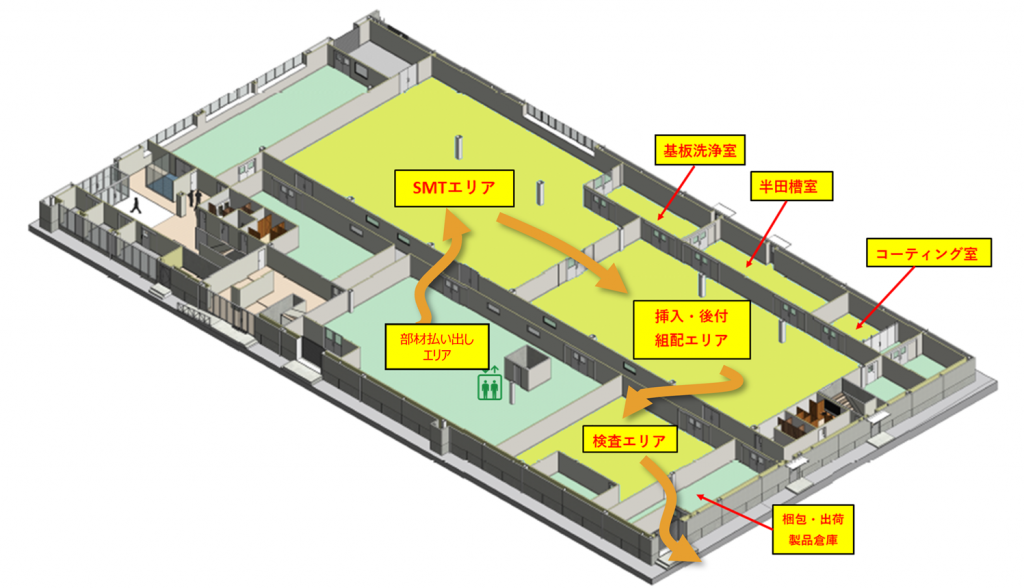
実装基板は、次のような工程を経て完成します。
- 部材の払い出し
- SMT工程(表面実装)
- 挿入工程・後付工程
- 検査・品質保証
これらは独立した作業ではなく、すべてが工程の流れとしてつながっています。
補足:工程がつながるために必要な“情報連携”
生産現場では、工程そのものだけでなく、設計・製造・生産技術の間での情報連携が品質を左右します。
東京エレクトロンデバイス長崎では、設計・製造・生産・品質の各部門が定期的に連携し、製造実績や現場で得られた知見を設計へ反映しています。
これにより、工程全体を見据えた製品化と、安定した品質の維持を行っています。
後工程で前工程のミスを完全に取り戻すことはできません。そのため、各工程が役割を理解し、適切に連携することが重要です。
- おさえておきたいポイント→ 基板品質は、1つの工程ではなく「工程全体のつながり」で決まる
第2章|部材の払い出し
― 製造はここから始まる ―
基板製造は、すべての部品が正しく揃って初めて開始できます。特に抵抗やコンデンサなどの小型部品は、外観だけでは規格の違いが分かりません。そのため、部品管理の精度が品質に直結します。
多くの製造現場では、部品管理番号や払い出し時のクロスチェックなど、ヒューマンエラーを防ぐ仕組みが導入されています。設計・資材段階でのミスは、製造工程では取り戻せないという点を理解しておく必要があります。
東京エレクトロンデバイス長崎の現場を取材したレポートでは、部材管理や払い出し作業が、後工程の品質にどのように影響するかを、具体的な作業の流れとともに紹介しています。
- おさえておきたいポイント→ 設計・調達のミスは、製造工程ではリカバーできない
第3章|SMT工程(表面実装)
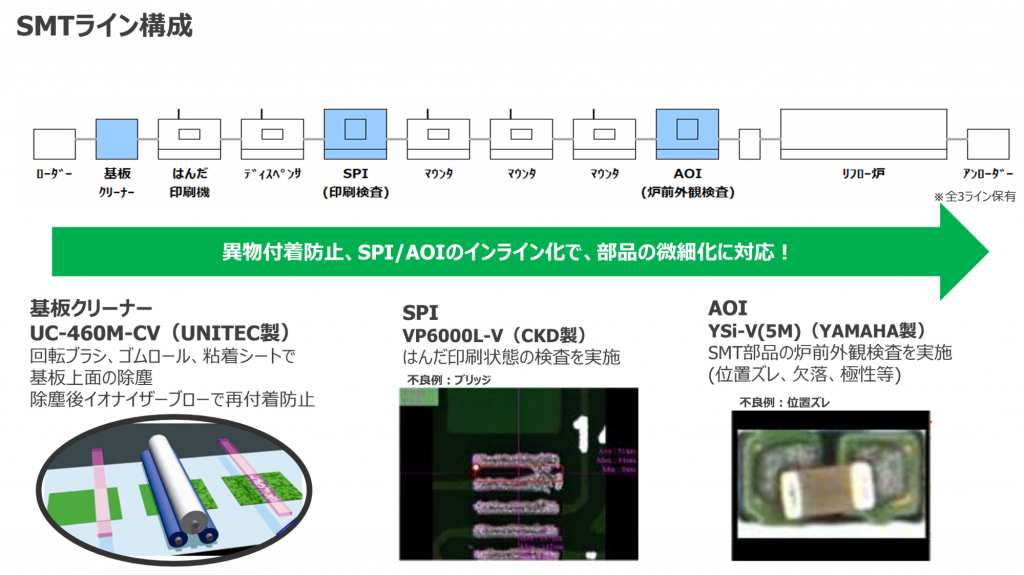
SMT工程では、
- はんだ印刷
- 部品実装
- 検査
- リフロー
がラインで連続して実施されます。
特にリフロー工程では、基板サイズ、厚み、部品構成に応じて温度条件を最適化する必要があります。「部品を載せられる」ことと、「安定して量産できる」ことは同じではありません。
量産品質は、設備性能だけでなく、条件管理と運用の精度によって決まります。
補足:条件を“決める”だけでなく、“すり合わせる”
条件管理は、装置条件を設定して終わりではありません。
東京エレクトロンデバイス長崎では、試作段階から設計技術者・製造技術者・生産責任者・品質担当者が打合せを重ね、設計意図と実装条件、検査観点をすり合わせています。
こうした工程を通じて、量産時にも再現性の高い条件を作り込みます。
- おさえておきたいポイント→ 量産品質は、設計よりも“条件管理”が大きく影響する
第4章|挿入工程・後付工程
― 人の技術が品質を支える ―
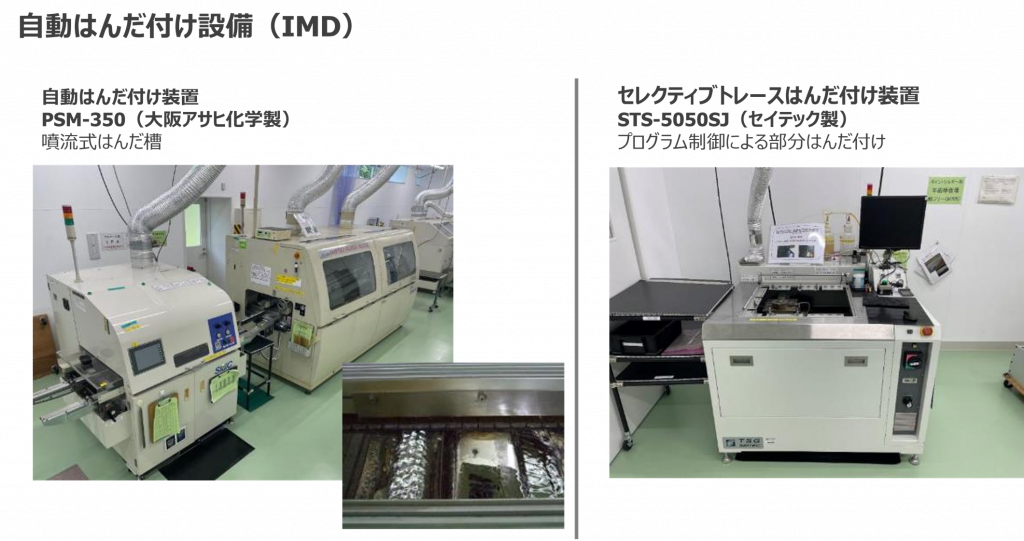
コネクタやヒートシンクなど、自動実装できない部品は現在も多く存在します。これらの工程では、作業者の技能や作業標準、治具の有無が品質を左右します。
東京エレクトロンデバイス長崎の現場を取材したレポートでは、挿入部品の実装方法、自動はんだ付け装置と手はんだ工程の使い分け、さらにヒートシンク取り付けなどの後付工程について、現場の工夫とともに解説しています。
補足:人が関わる工程ほど、“技能の育成と見える化”が効く
人が関わる工程では、作業者個人に依存しない体制づくりが重要になります。
東京エレクトロンデバイス長崎では、社内研修や公的機関の技術研修を通じた技能向上に取り組むとともに、作業者の技能・技術を見える形で管理しています。
これにより、工程ごとに適切な人材を配置し、品質のばらつきを抑えています。
完全自動化が難しい工程がある以上、「どこで」「どのような管理のもとで」作られているかは、品質判断の重要な要素となります。
- おさえておきたいポイント→ 自動化できない工程がある限り、“誰が作るか”は重要
第5章|検査・トレーサビリティ
― 品質を証明する工程 ―
検査工程は、不良を見つけるためだけの工程ではありません。製品の品質を保証するための工程です。
東京エレクトロンデバイス長崎の現場レポートでは、目視検査、機能検査、不具合管理、品証部による最終確認から梱包・出荷までの流れを、実際の運用に基づいて紹介しています。
補足:品質活動のベース(QMS)
品質は、検査工程だけで作られるものではありません。
東京エレクトロンデバイス長崎では、品質マネジメントシステムをベースに、設計から製造・検査までを通じた継続的な品質活動を行っています。
その一環として、ISO9001:2015の認証を取得し、仕組みとして品質を維持・改善しています。
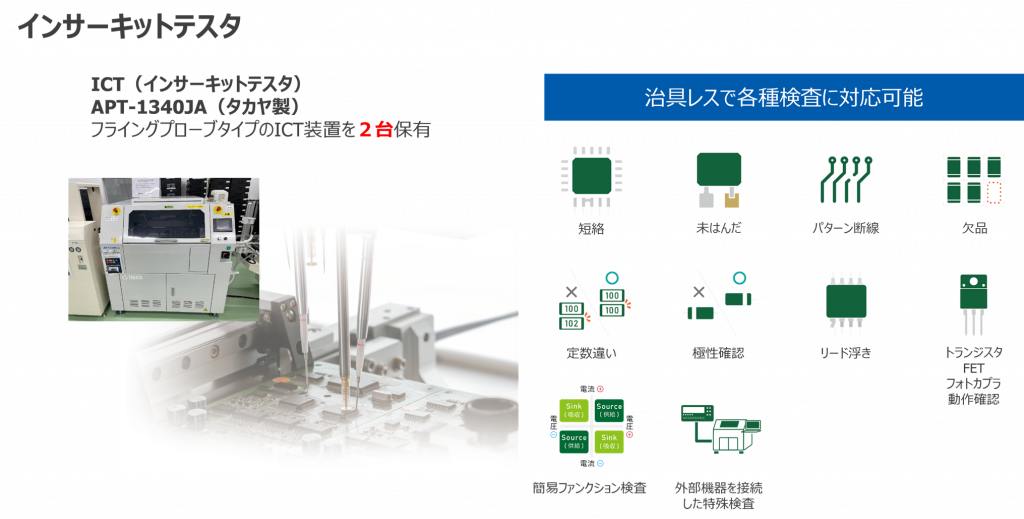
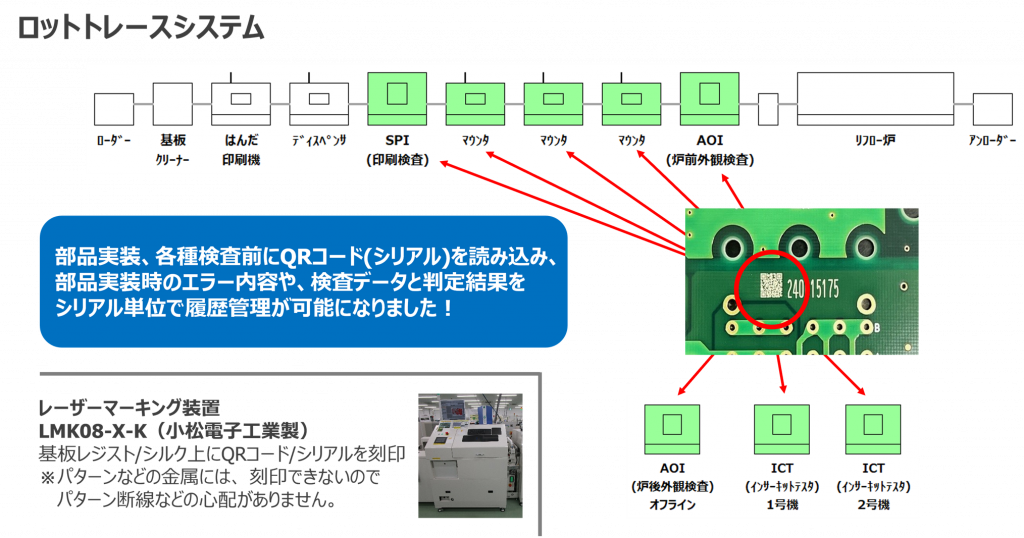
AOIやICTなどの検査装置に加え、基板単位で製造履歴を管理するトレーサビリティにより、不具合の早期発見と再発防止が可能になります。
検査結果を説明できることは、製品の信頼性を説明できることにつながります。
- おさえておきたいポイント→ 検査は“不良を探す工程”ではなく、“品質を証明する工程”
まとめ|製造委託を考えるときに大切な視点
実装基板の品質は、設計力や設備の新しさだけで決まるものではありません。
・工程全体をどう管理しているか
・人が関わる工程をどう考えているか
・不具合をどう防ぎ、どう追えるか
こうした「製造の考え方」が、量産時の品質や対応力の差として現れます。
製造委託を検討する際には、単価や設備一覧に加えて、工程全体への向き合い方にも目を向けることが重要です。
本記事が、基板製造をこれから理解する方のための共通資料として、また将来の製造委託検討時の判断材料として、ご活用いただければ幸いです。
製造委託をご検討の方へ
東京エレクトロンデバイス長崎では、生産体制や品質への取り組みを公開し、製造委託を検討される際の判断材料として提供しています。